
To see the full PDF of this report click here.
On a recent coating project, adhesion testing was to be done in accordance with ASTM D4541. The specified requirements were that a minimum of one test be done per 1,000 square feet of coating, and one test per 100 square feet of coating repairs. The coating specification itself required a minimum adhesion of 1,000 psi. However, the coating specification was tailored to a particular 100% volume solids polyurethane for which the product data sheet advertised an adhesion value of 2,000 psi. Prior to commencing work, it was decided that the coating needed to test out at a minimum of 1,900 psi. It seemed reasonable that the coating adhesion should be at least 95% of the advertised value (95% of 2,000 psi = 1,900 psi). Many tests were to 2,000 psi or beyond without adhesion failure. Unfortunately for the contractor, many tests did not meet the minimum requirement of 1,900 psi. A few failed tests of very small total area meant the contractor had to reblast and reapply coating to large areas. Boy, was he stuck!
It’s imperative that a coating adhere well to the substrate, and adhesion testing seems like a straightforward task. But coating adhesion is extremely complex and poorly understood. Simple adhesion testing such as probing and attempting to lift coating with a putty knife or pocket knife is subjective. Pull-off tensile adhesion testing is conceptually simple, and it provides a single discrete quantity—the force required to cause fracture. The nature of the coating fracture in terms of adhesive vs. cohesive failure should be noted, as well as the relative areas, and it sometimes is, but it’s that discrete quantitative value which people covet.
Although the test result is a single numerical value, any such test is only an indication of relative performance. There is more to coating adhesion testing than using a tool to get a numerical result that can be used as a pass/fail criterion. The ASTM D4541 test method was specified, but it provides information that was completely ignored on this project.
The test reflects both material and instrumental parameters. Different tools and different adhesives give different values. Differences in temperature, humidity, and other factors complicate matters. Even the rigidity of the substrate affects the test results. For example, all else equal, test values are generally higher on 1 ⁄4-inch-thick steel compared to 1 ⁄8-inch-thick steel.
The principal problem is that the test method suffers from a lack of reproducibility. Section 6.1.1 of ASTM D4541 says that at least three replications are usually required in order to statistically categorize the test area (as compared with the job requirement of one test per 1,000 square feet). As with SSPC-PA 2, the aim is to statistically categorize an area, not to seek out and find a low value.
ASTM D4541-02 contains a section that addresses precision and has a table that shows the expected variance for laboratory test results (intra-laboratory— done in the same lab, as well as inter-laboratory—a comparison between different labs). The variability is presented in three different forms. The first is the coefficient of variation, which is a decimal or percentage determined by dividing the standard deviation of a sample by the mean (average). The second is in terms of degrees of freedom, which relates to the t-distribution for the sample. (Think in terms of the familiar bell curve.) These are terms that only a statistician could love. Thankfully, the third approach is more straightforward and amenable to coatings professionals—a maximum acceptable percentage difference.
The table shows that depending on instrument type, the acceptable percentage difference between two values may be between about 25% and 58%. That provides a clear indication that the test is quite variable, but an example helps. For a type IV instrument used in the same laboratory, Table 1 of ASTM D4541-02 gives the coefficient of variation as 8.5%, there are 48 degrees of freedom, and the maximum acceptable difference is 29%. The difference in percent relative to two test results is determined by the simple equation below.
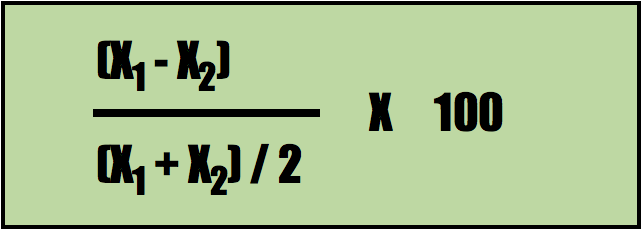
Now consider two test values: 2,100 psi and 1,600 psi. Plugging these into the equation gives a result of 27%, which is less than the 29% maximum acceptable difference given in the ASTM table. The stated precision of the test method is so poor that neither of these two values, 2,100 psi or 1,600 psi, can be declared to be the one that is correct. With a very small sampling of only a few measurements, these two values should rightfully be regarded as pretty much the same result. That’s not common sense, but that’s precision for you, or lack thereof.
Accuracy and precision are sometimes thought of as being more or less the same thing when in fact, they are very different. Accuracy is a question of being on target. Precision is a question of repeatability and reproducibility. For example, when throwing darts and aiming for the bull’s eye, if one throws three darts with each landing one inch from the center of the bull’s eye but spaced at the corners of an equilateral triangle, one has good accuracy, but precision is poor. The darts are all close to target, but they are not close to each other. In fact, they are on all sides of the target. In contrast, if all three darts land in the double 20 slot, accuracy is poor but precision is excellent. For good accuracy and good precision, one needs to put all three darts close to the bull’s eye, and close to each other.
The various types of tensile pull-off testers can be calibrated for good accuracy. The shortcoming of the test method, however, is that the precision is not very good. It’s not very precise in the laboratory. Don’t expect it to be better under field conditions.
Specifying a minimum tensile pull-off adhesion value of 1,900 psi on this project to get within 5% of the advertised adhesion of 2,000 psi for the coating being used seems reasonable, if one doesn’t know anything about coatings as materials, the test instruments, and the ASTM D4541 standard test method. Coating adhesion is not at all like the tensile strength of steel or the compressive strength of concrete. A coating with an adhesion value of 2,000 psi is not twice as good as a coating with an adhesion value of 1,000 psi. In fact, a coating with a lower adhesion value can be the better performer. PSI is a convenient and familiar unit of measure. Coatings may be applied by the square foot but they do not perform or fail by the square anything. Don’t get stuck chasing magic numbers.








