
This article details the use of DeFelsko Coating Thickness Gages within the zinc galvanizing industry. It describes different types of hand held gages, the measurement process, several precautions to be taken, and a Q&A section for the most commonly asked questions concerning this application.
Steel corrodes when an electrolyte connects anodes and cathodes on a steel surface. The formation of the corrosion cell causes a flaky iron oxide known as rust.
To avoid rust, something must prevent the formation of the corrosion cell. Two common methods for preventing corrosion on steel are:

Galvanizing is the process by which a sacrificial anode layer of zinc is applied to the surface of a fabricated steel part to provide corrosion protection. The final step in this process is the inspection of:
The thickness of the galvanized coating is directly related to:
A thicker coating of galvanize results in a longer service life for the coated part. Consequently, inspection of zinc coating thickness is the single most important step in determining the quality of a galvanized coating.
The size, shape, and number of pieces to be tested will dictate the appropriate test method. Specified test methods are categorized as either destructive or non-destructive.
There are four ways to measure the galvanization thickness:


The most practical way to measure galvanizing thickness is the non-destructive method utilizing the magnetic principle for determining coating thickness. This test is:
Because it is non-destructive, magnetic thickness measurement is the most common method of evaluating galvanizing coating thickness.
Coating thickness gages that operate on a magnetic principle are designed to measure non-magnetic coatings applied to ferrous metals. The three most common types of magnetic principle thickness gages fall into one of two categories:

1. Mechanical Galvanizing Thickness Gauges
2. Electronic Galvanizing Thickness Gauges
Mechanical-Pen Style
Mechanical-Dial Type

Electronic



Precautions:
When utilizing a mechanical coating thickness gauge, perform the following steps:
When utilizing an electronic coating thickness gauge, perform the following steps:
Duplex coating systems use a combination of two corrosion protection systems—typically paint or powder coating over galvanized steel (hot-dip, electro or zinc spray metallizing). The corrosion protection which results from a duplex coating system is superior to either protection system used independently.
DeFelsko’s PosiTector 6000 FNDS coating thickness gage non-destructively measures the individual thicknesses of both the paint and the zinc galvanize layers in a duplex coating system with a single reading.
See our Duplex Coating System Thickness Measurement application note to learn more.

Magnetic coating thickness gages report measurement values in units of linear distance, not coating weight. However, the gage reading can easily be converted to an expression of coating weight.

The preceding chart is characterized in the text below:
To convert from: | To: | Multiply by:
• oz./ft2 | mils | 1.684
• oz./ft2 | microns | 42.78
• oz./ft2 | gm/m2 | 305.15
• mils | microns | 25.4
• mils | gm/m2 | 181.18
• mils | oz./ft2 | 0.5938
• microns | gm/m2 | 7.133
• microns | oz./ft2 | 0.023375
• microns | mils | 0.03937
• gm/m2 | oz./ft2 | 0.03277
• gm/m2 | mils | 0.005519
• gm/m2 | microns | 0.14019

Example A: Imagine you take a measurement on a steel coil coated with zinc galvanize using a PosiTector 6000 F gage and obtain a single-side thickness reading of “0.35 mils.” This can be easily converted to oz/ft² using the following method:
Example B: Alternatively, you can quickly confirm that a galvanized steel sheet meets a specific coating weight. According to ASTM A653, a G90 coating designation means the weight of zinc on both sides of a steel sheet is 0.90 oz/ft².
However, a magnetic thickness gage measures only one side. Therefore:
0.45 oz./ft² x 1.684 = 0.76 mils per side, or 0.45 oz./ft² x 42.78 = 19 microns per side
Example C: To calculate grams/meter² from a result displayed in microns, first multiply the gage reading (or the average of a series of readings) by a factor of 2, and then multiply that result by 7.133. The final calculation will indicate the coating weight for both sides of the coated part.
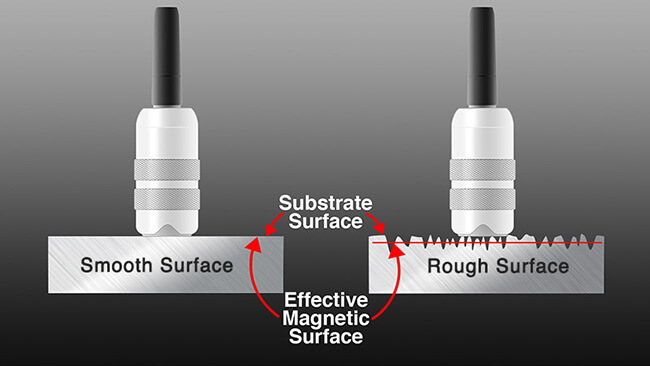
A: Although the galvanized surface may appear smooth, microscopic surface roughness exists on both the zinc and steel. Therefore, the best representation of coating thickness is obtained by averaging a series of readings as per ASTM A123.
A: Magnetic coating thickness gages report measurement values in units of linear distance, not coating weight. However, the gage reading can easily be converted to an expression of coating weight using a conversion table or multiplication factor.

A: According to ASTM A653, a G90 coating designation means the weight of zinc on both sides of a steel sheet is 0.90 oz./ft2
A magnetic thickness gauge measures only one side.
Therefore:
Excerpts from ASTM A123 Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products:
ASTM A123/A123M—Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products
ASTM E376—Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Examination Methods
ASTM A153/A153M—Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware
ASTM A653/A653M—Standard Specification for Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by the Hot-Dip Process
ASTM A767/A767M—Standard Specification for Zinc-Coated (Galvanized) Steel Bars for Concrete Reinforcement
ASTM D7091—Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Non-conductive Coatings Applied to Non-Ferrous Metals

.png)







