
David Beamish, DeFelsko Corporation
Originally published in: Materials Performance (February, 2004); Coatings & Linings Section
Updated: October, 2021
Optimal environmental conditions are essential for surface preparation, application, and curing of coatings and linings to maximize successful performance. This article presents the five environmental conditions that should be observed and measured and the effect each condition has on a successful job. It also covers several mechanical and electronic measuring devices and discusses proper use of each instrument.
Surface preparation and the application of coatings and linings should be performed under optimum environmental conditions to help prevent failures. A variety of instruments are available to measure the five conditions that should be observed and tracked:
It is commonly known that most coatings will not dry properly at low temperatures and high relative humidity (RH). Less understood is the impact surface moisture has on the life and performance of materials.
Moisture forms on a surface when warmer, moist air comes into contact with it—a process called condensation. Moisture will cause unprotected steel to rust. Trapped between a coating and a substrate, moisture will likely cause the applied system to fail prematurely.
Light condensation on blasted surfaces can be difficult to observe. Rather than detect this moisture, instruments are used to help assess the risk of moisture forming in the first place. Tests should be performed to calculate the dew-point temperature before, during and after the coating process. Dew point temperature should be compared to the surface temperature to ensure the two are far enough apart that moisture formation is unlikely.
Careful observation of atmospheric conditions and a good understanding of their impact on the quality and long term health of coating and lining applications are important to all contractors and inspectors.
The first parameters necessary to assess the risk of moisture formation on a substrate are the temperature of the surface to be prepared or coated and the temperature of the air near that surface. At night, steel work usually radiates heat and is cooled below air temperature. During the day, it absorbs heat and is usually warmer than the air temperature.
Since surface temperature is often different from air temperature especially for work performed outside, both temperatures should be measured to avoid application problems should air or steel temperatures become too hot or too cold for satisfactory film formation. Application at incorrect temperatures can cause defects such as: blistering, pinholing, cratering, dry spray & mud cracking. The coating manufacturer should specify the maximum and minimum surface temperatures for applying a coating.
ASTM D3276, “Standard Guide for Painting Inspectors (Metal Substrates),”1 states that the minimum surface temperature for coating application is usually 40ºF (5ºC). It may be as low as 0ºF (–18ºC) for “cold-curing” one or two-component systems or 50ºF (10ºC) for conventional two-component systems. Paint specifications may further state that painting should not be undertaken when the temperature is dropping and within 5ºF (3ºC) of the lower limit.
The maximum surface temperature for coating application is typically 125ºF (50ºC) unless clearly specified otherwise. A surface that is too hot may cause the coating solvents to evaporate so fast that application is difficult, blistering takes place, or a porous film results.
Cure rates are directly affected by RH—the amount of moisture in the air expressed as a percentage of the total amount (saturation) possible at a given temperature. Moisture-laden air cannot hold as much solvent as dry air. Therefore, high RH can retard the rate of solvent evaporation. For this reason, the maximum RH at which coatings or linings can be applied and cured is generally set at 85%. Some coatings, however, require moisture to cure. Therefore, it is important to check the specifications of the coating.
The dew-point temperature is the temperature at which moisture will begin to form on a steel surface. It is the temperature to which a volume of air must be cooled in order to reach saturation. It is a function of air temperature and the RH.
The final parameter to note is the amount of separation between the surface temperature and the dew-point temperature. Moisture will likely form if they are the same. Even if they are close, the risk of moisture forming may be unacceptably high. Documents such as ASTM D3276 and the international standard ISO 8502-42 state that the surface temperature must be a minimum of 5ºF (3ºC) above the dew-point temperature during the critical 3 phases of coating: preparation, application and cure. This minimum separation also helps allow for surface temperature reduction as solvents evaporate or when cold coating materials are applied.
The air temperature, dew-point temperature and the RH can be determined with a sling or battery-operated psychrometer. These instruments are equipped with two thermometers. The first thermometer, called a “dry bulb”, measures the ambient air temperature. The second thermometer is wrapped in a muslin sock or wick which is wetted prior to use—hence the name “wet bulb”. This “wet-bulb temperature” represents the heat loss from the evaporation of water in the sock. Low RH will cause a faster rate of evaporation and a lower wet-bulb temperature than high humidity.
The sling psychrometer (Figure 1) is twirled through the air to obtain the two temperature values. The electric psychrometer remains stationary as a motor driven fan draws air across the thermometers.

Read the directions carefully. The instrument should be inspected and prepared properly before each and every test. Inspect the damp covering regularly and kept in good condition. The evaporation of the water from the muslin always leaves a small quantity of solid material. It is therefore desirable to use as pure water as possible and also to renew the muslin from time to time.
The physical location of the test and the amount of time spent whirling or blowing air over the wet bulb are factors which directly affect the accuracy of the test result. The thermometers should be whirled rapidly for 15 or 20 seconds; stopped and quickly read—the wet bulb first because it will begin to change when the air movement stops. The test should be repeated until two or more wet-bulb readings equal the lowest reading obtained.
For best accuracy, the psychrometer should be whirled in the shade. The observer should face the wind and step back and forth a few steps to prevent their body from adversely affecting observations. Be aware that when the temperature is near or below the freezing point, the psychrometer is not a very reliable instrument with which to measure humidity3.
A psychrometer does not directly measure RH and dew-point temperature. These values are calculated using a formula into which the dry and web bulb temperatures are inserted. Graphs and psychrometric slide-rule calculators are available for this. Charts such as the U.S. Weather Bureau Psychrometric Tables (Figure 2) make this determination a little easier. Select the table corresponding to the local atmospheric pressure for that day: this value can be obtained from the nearest airport weather office. Generally, 30 inches (76 cm) of mercury is used and corresponds to sea level. At higher elevations, use 29 to 23 inches (74 to 58 cm).

Read the thermometers carefully because there are many opportunities for interpolation errors. Slight differences in the values obtained from temperature scales and humidity lookup tables can cause considerably different results.
Here is an example: Assume that both that the wet and dry bulb thermometers read in 1-degree increments but that you could interpolate to a ½-degree. Given a typical +1 degree accuracy, if the dry-bulb temperature was 75ºF (23.9ºC) and the wet-bulb temperature was 73ºF (22.8ºC), possible recorded values could resemble those in Table 1.

Although both thermometer values are within tolerance, the resultant humidity formula calculation differs by 8.8 percentage points! If a lookup table is used instead of a formula calculation, the difference might be even greater. This error budget is greatest in the wet/dry-bulb calculations at very low and very high RH.
The RH can also be read directly from a hygrometer or continuously recorded with a hydrograph.
A surface temperature thermometer like the one shown in Figure 3 uses a bimetallic sensing element. It can be magnetically attached to a steel surface, and tape will hold it to other surfaces.
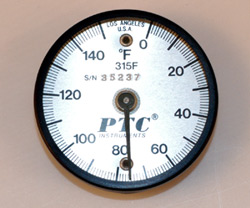
Thermometers should remain in place for a sufficient period of time for the temperature to stabilize—typically 2 or 3 minutes. Tap the dial lightly before taking a final reading and take care to read straight-on. Avoid direct sunlight, wind, thermal radiation, heating or ventilation ducts, or other such conditions. Obtain data for hot and cold areas as well as for average areas.
Digital, noncontact infrared thermometers, such as the PosiTector IRT or PosiTector DPM IR, can also be used to measure surface temperature. Read the instrument’s instructions carefully. The further away from the surface the device is held, the larger the area of measurement is—causing potential error.
Atmospheric conditions are always changing: therefore, measurements and calculations should be made frequently. Four hours is a typical minimum period. It is recommended that different locations be measured and conditions recorded before, during, and after the job. Some specifications call for continuous measurement while abrasive blast cleaned steel is exposed or while coatings or linings are curing: continuous measurement ensures the metal is warmer than the dew point.
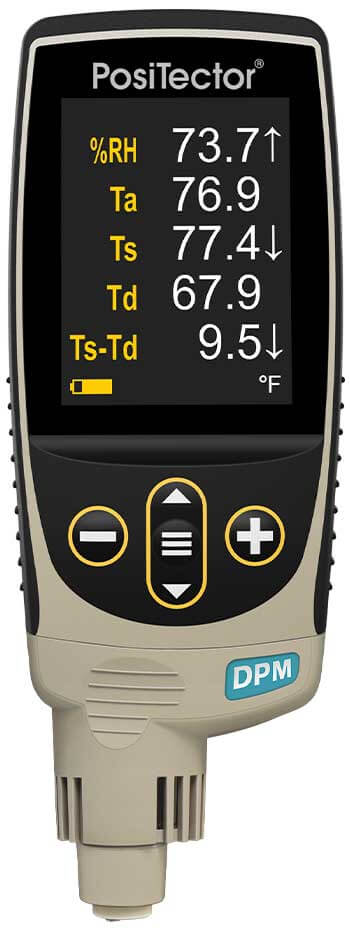
Some meters calculate dew point temperature only, but the more practical instruments have an attached surface temperature probe (Figure 4). A surface temperature probe allows a meter to calculate and display the important delta value—the difference between the surface and dew-point temperatures.
Continuous measurement is one reason why digital, all-in-one instruments are quickly becoming popular. They greatly simplify the process of measuring and calculating critical environmental parameters. Fast response precision sensors provide accurate, repeatable readings with high reliability and long-term stability. Certificates of Calibration showing direct traceability to National Institute of Standards and Technology standards are usually available.
The PosiTector DPM Dew Point Meter continuously and simultaneously display all five environmental parameters on the liquid crystal display. Not only are the values displayed, but these values can be stored in the gage’s memory at the press of a button along with the date and time. Better yet, input a time interval and the gage can be left unattended to record all five values at that interval—say every 15 minutes or every hour (Figure 5). The recorded data can be stored until the dew point meter is retrieved from the location, or the user can enable remote monitoring and see live data from the field. This is handy for keeping a complete record of environmental conditions leading up to, during, and after application of the coating.

All-in-one instruments, such as the PosiTector DPM Dew Point Meter, usually provide higher accuracy, greater simplicity, and faster response than mechanical methods. Their easy, one-handed operation is handy when climbing a ladder or scaffold or when reaching distant locations and small, hard-to-reach areas. Output on the display is fast and continuous.
Other all-in-one dew point meters, such as the PosiTector DPM L Dew Point Meter Logger, feature environmentally sealed containers and can autonomously measure environmental conditions for up to 200 days without the need to change batteries.
Another advantage that digital instruments provide is that they take much of the guesswork out of measuring. Many models have alarms that automatically alert the user when the surface temperature is too close to the dew-point temperature; this feature signals the high risk of moisture formation. Most display in both Celsius or Fahrenheit units. Some record the surface temperature value only after that value has stabilized. In other words, touch a cold or hot surface and the instrument will measure the temperature reading as it drops or rises to the actual surface temperature. In a few seconds, once the gage determines that the reading has stabilized, the gage beeps and freezes the display. This is particularly handy when measuring remote areas where the display is difficult or impossible to view.
1. ASTM D3276-15e1, “Standard Guide for Painting Inspectors (Metal Substrates)” (West Conshohocken, PA: ASTM 2015)
2. ISO 8502-4:2017, “Preparation of steel substrates before application of paints and related products — Tests for the assessment of surface cleanliness —that both the wet and dry bulb Part 4: Guidance on the estimation of the probability of condensation prior to paint application” (Geneva, Switzerland: ISO, 2017)
3. ASTM E337-15, “Standard Test Method for Measuring Humidity with a Psychrometer (the Measurement of Wet- and Dry-Bulb Temperatures)” (West Conshohocken, PA: ASTM 2015)

DAVID BEAMISH (1955 – 2019), former President of DeFelsko Corporation, a New York-based manufacturer of hand-held coating test instruments sold worldwide. He had a degree in Civil Engineering and more than 25 years of experience in the design, manufacture, and marketing of these testing instruments in a variety of international industries including industrial painting, quality inspection, and manufacturing. He conducted training seminars and was an active member of various organizations including NACE, SSPC, ASTM and ISO.







